 慢走丝招聘社群网
慢走丝招聘社群网三菱慢走丝加工常见精度问题
慢走丝加工中常会出现这样或者那样的精度问题,当问题出现后我们应该从哪里着手检查问题在哪呢?今天就给大家介绍几个常见案例,供大家参考。
001、加工时出现两边平行倾斜
这时候要检查垂直度计精度和工件安装是不是出现问题
002、加工时出现两边不平行倾斜
这个时候要检查以下几点、三菱慢走丝上下钻石导嘴没有拧紧、喷嘴接触到工件、加工中U/V轴有移动、环境温度变化剧烈、
003、形状精度不良
这个时候要检查以下几点、工件材料问题、热处理时,没有降低工件内部应力、从工件外部切入,没有打起始孔、起始孔过分密集、离工件边缘太近,少于离开5~10mm、
一些特殊情况,例如不能打穿丝,边缘距离不能留太多,我们可以用以下方法进行改善。
从外面进刀边缘距离短、L值不得少于5mm、切留部分朝外,边缘距离短、
004、步距精度不良
步距加工我们建议使用先取废料,再做精加工的方法来确保精度。粗加工结束后,有可能的话保持一段冷却时间,环境温度与水温有很大不同时,对精度也有一定的影响。
005、定位精度不良
有些加工的精度问题跟定位脱不了干系,多出现在以下几个方面、工件及电极丝生锈或粘有铜粉类异物、电极丝在运转时,有震动、检查轴承,滚轮等走丝系统上的部件、定位时没有补偿丝半径、
006、很多客户在做高板厚加工窄槽或薄板部分有出现精度不良的现象
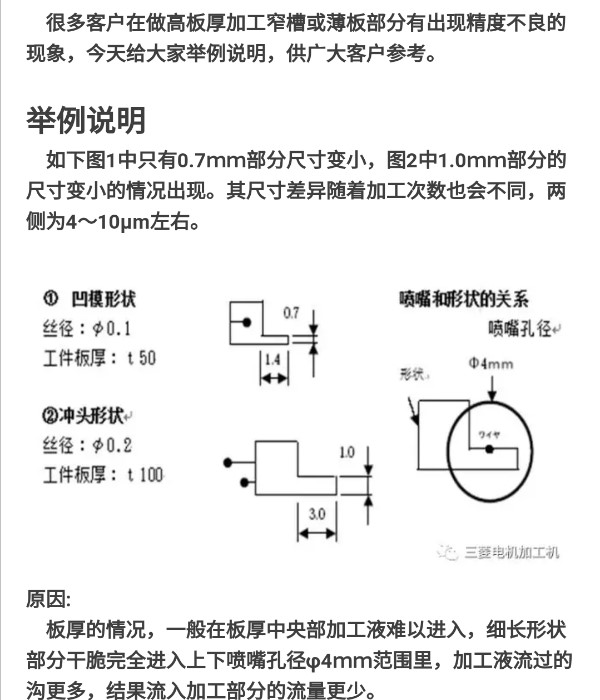
今天给大家举例说明,供广大客户参考。
举例说明:如下图1中只有0.7mm部分尺寸变小,图2中1.0mm部分的尺寸变小的情况出现。其尺寸差异随着加工次数也会不同,两侧为4~10μm左右。
原因:板厚的情况,一般在板厚中央部加工液难以进入,细长形状部分干脆完全进入上下喷嘴孔径φ4mm范围里,加工液流过的沟更多,结果流入加工部分的流量更少。
这样的话水蒸气气泡和渣子难以从加工部逃出,丝发生偏移,此产二次放电,与其他部分的精加工尺寸不同。
处理方法:精加工,通常加工液流量上下都为0.8~1.3升/min,该例子时,上下都为1.7~2.0升/min。
这样通过增加加工液流量,使精加工尺寸均匀。
上述方法也不能改善时,在二次切割以后,把上部喷嘴的间隙(通常0.3mm左右)缩小到0.1mm;二次切割以后的丝张力,对于丝径φ0.2mm,T提高1档,丝径φ0.1mm,PT提高1档。
注意点:进行上述处理方法时,与通常加工相比,两侧精加工尺寸会有1~6μm左右变化,需要变更补偿量。






