 慢走丝招聘社群网
慢走丝招聘社群网地点: 江苏省 » 苏州市
电话: 18913225320
联系人:
苏州慢走丝招聘:沙迪克慢走丝师傅1名,要求工作4年以上,工作细心 ,态度认真 要有品质意识,主要对内加工,塑胶为主 薪资待遇:月休3天,8.5k以上 技术好的可以详谈 .年终奖保底一个月工资 ,包吃包住 地址,江苏昆山市城南保税区附近.
苏州昆山慢走丝招聘

招聘:长安厦岗招聘中走丝大师傅二名,两班倒,包吃住补助,工资7500-8000,
微信联系:慢走丝戴师傅,微信号qq951550485

QQ联系:慢走丝戴师傅,951550485

Sodick 沙迪克慢走丝G54跟G59坐标的区别?割单一工件,只有一个坐标时G54坐标的XyUV轴要不要清零?在以前的厂做时不用清,来到现在这里说要清,请高手解答下,谢谢!
正确的做法是每次加工完成后,uv要回零位(即垂直点)。 G54和G59没区别,都是加工可用坐标系。
可不可以详细点?
G54/G59只不过是机器中百来个坐标系当中的两个不同名字的而已….还有更多的如G55/G56…..G154~G159~G954~G959…
主要进行多个工件同时装夹..时…分别用不同的坐标系区分..开…好加工
加工带有角度的东西…G54坐标是必须要清0/或回0的…这个是系统默认的坐标系…
加工直的东西.我们们一般都清O..绘图好看….有问题容易看出..而且不容易出错….不过你不清的话也能加工
Sodick 沙迪克慢走丝

SODICK 沙迪克慢走丝线切割 T 代码在程序NC 中的小应用
你好,我是慢走丝戴师傅,专注教慢走丝入门知识的慢走丝师傅,今天是原创的第 1 篇文章,如你正在学习慢走丝,或者在做慢走丝,或者想了解慢走丝线切割,欢迎你关注公众号,模具人才俱乐部,以后文章在这里首发。
今天要说的小知识是:SODICK 沙迪克慢走丝线切割 T 代码在程序NC 中的小应用
SODICK 沙迪克慢走丝编程软件出的 NC ,在加工前都是可以修改的
现在想写文章时回想,SODICK 沙迪克慢走丝编程软件出的程序 NC 要自己修改的 T 代码很少极少,在如下情况可以用到:
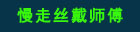
1、在 NC 程序结尾处可以加上:
如图
原来 NC 程序
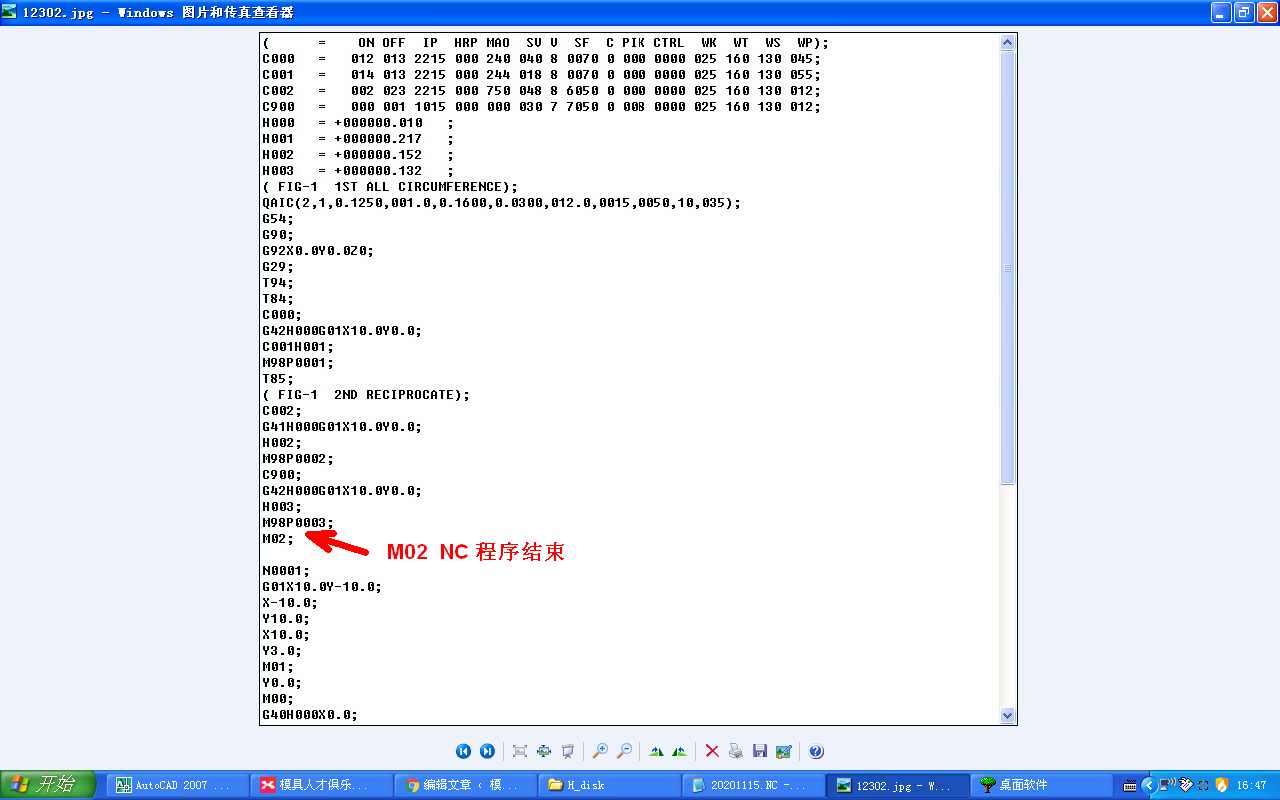
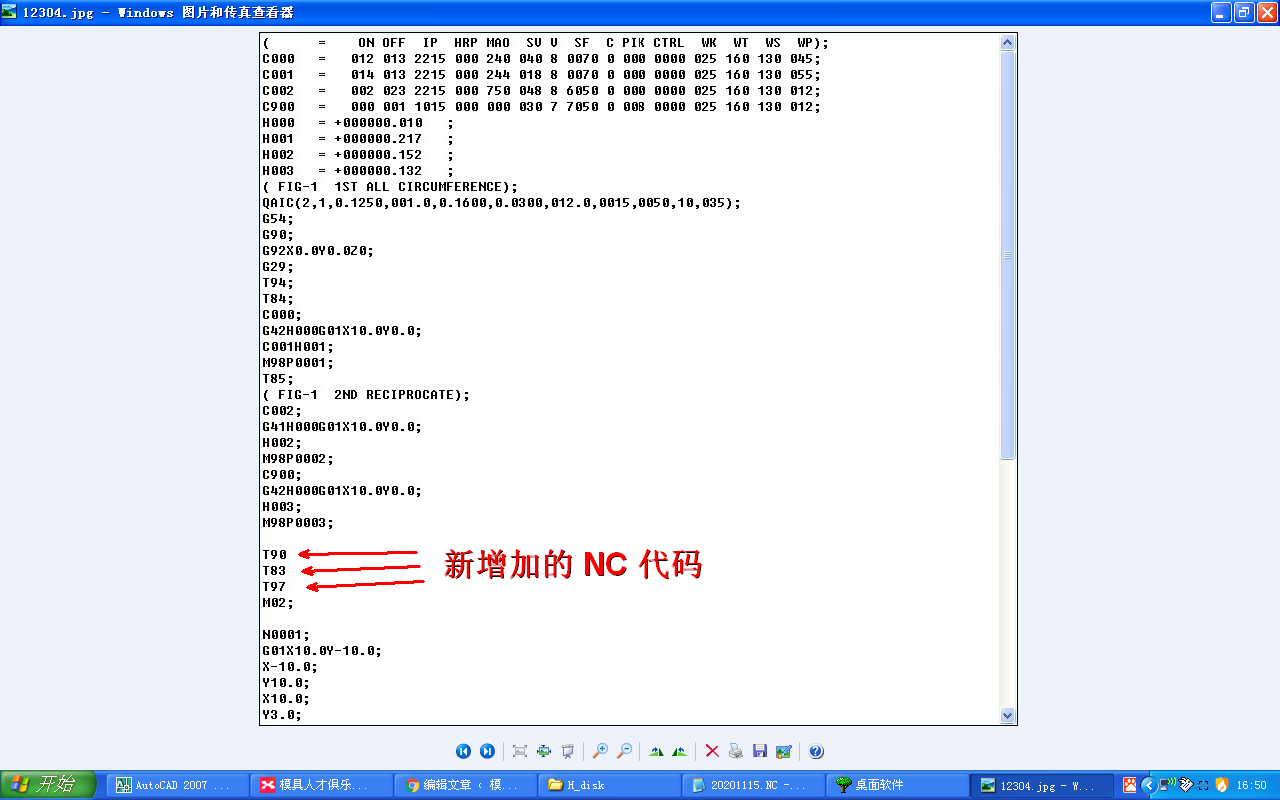
修改后的NC代码
T 90 自动前线
T 83 打开加工槽排液阀
T 97 关闭送液
如上图
目的很清楚,如字义的。就是为了加工完后自己不用去手动做这三个动作。
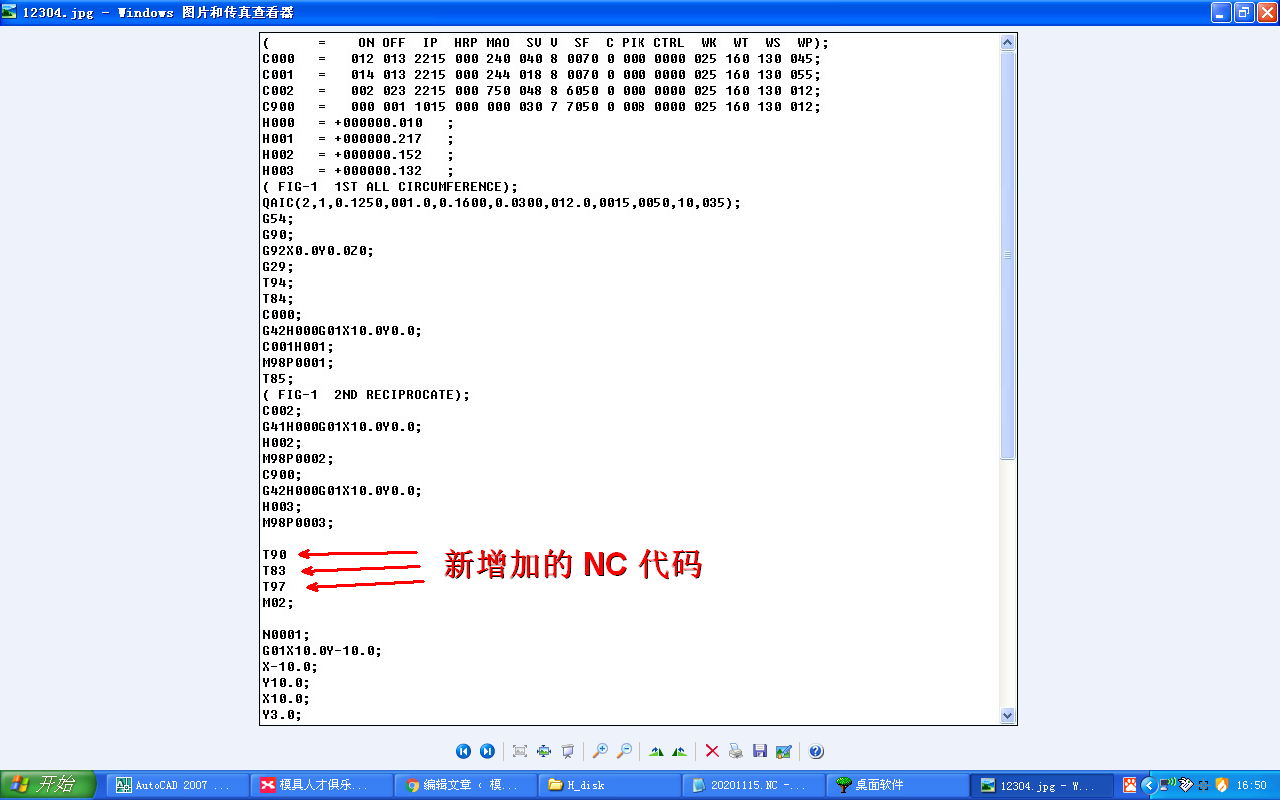
2、在程序加工中遇到穿丝孔偏离穿丝孔位置是用到的 T 代码
如何在程序加工中遇到穿丝孔偏离穿丝孔位置是用到的 T 代码?
如图:
方法步骤和代码在微信公众号:“模具人才俱乐部”的留言区中查看,看慢走丝戴师傅操作步骤,或者你们是怎样操作的都可以在留言区留言。
原 NC 程序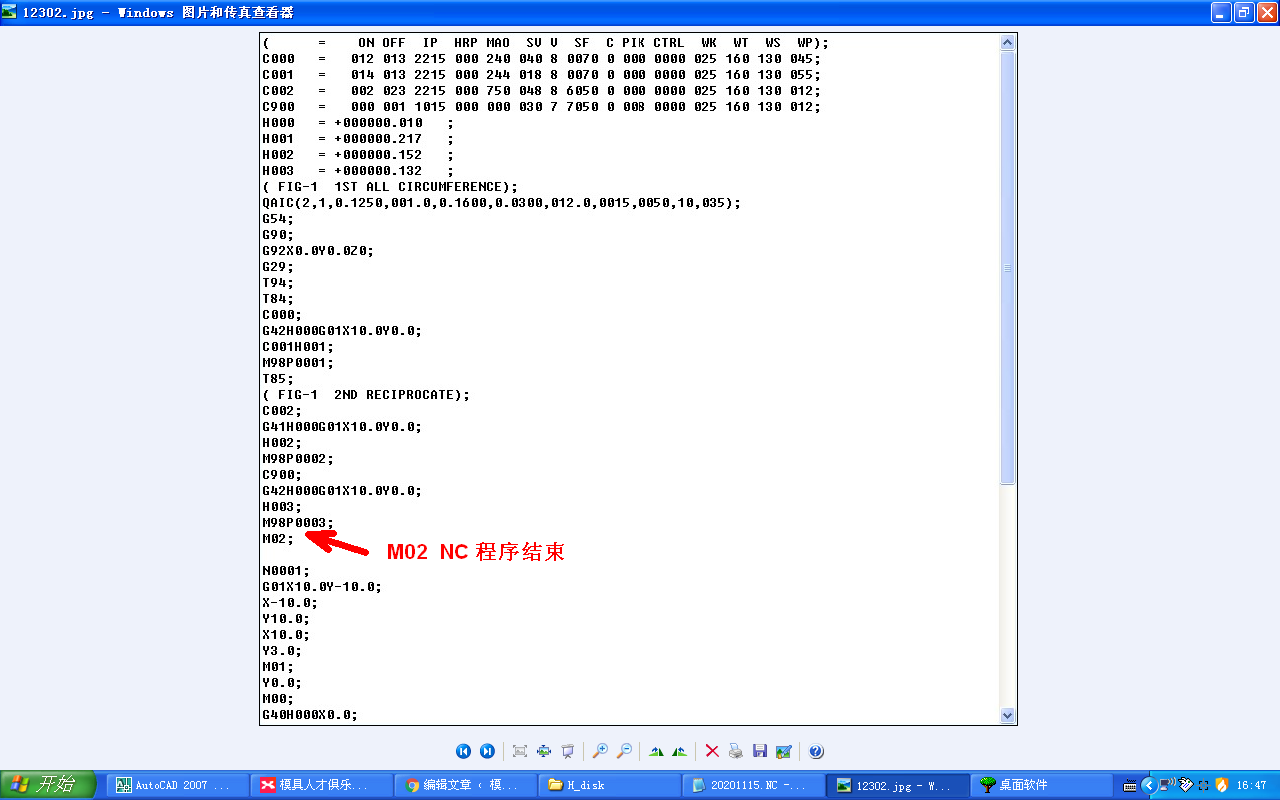
修改后的 NC 程序
沙迪克T代码:
T80:电极丝送进
T81:停止电极丝送进
T82:关闭加工槽排液阀
T83:打开加工槽排液阀
T84:泵打开
T85:泵关闭
T86:打开喷流
T87:关闭喷流
T88:切换到油浴加工
T89:切换到水喷流加工
T90:AWTI 自动剪丝
T91:AWTII 自动穿丝
T94:切换到水浴加工
T96:打开送液
T97:关闭送液
我是慢走丝戴师傅,专注教慢走丝入门知识的慢走丝师傅。的微信号 : qq951550485
欢迎加我微信,我会不定时分享工作中有关慢走丝的信息
 花机,
花机,


