 慢走丝招聘社群网
慢走丝招聘社群网SODICK 沙迪克慢走丝线切割 T 代码在程序NC 中的小应用
你好,我是慢走丝戴师傅,专注教慢走丝入门知识的慢走丝师傅,今天是原创的第 1 篇文章,如你正在学习慢走丝,或者在做慢走丝,或者想了解慢走丝线切割,欢迎你关注公众号,模具人才俱乐部,以后文章在这里首发。
今天要说的小知识是:SODICK 沙迪克慢走丝线切割 T 代码在程序NC 中的小应用
SODICK 沙迪克慢走丝编程软件出的 NC ,在加工前都是可以修改的
现在想写文章时回想,SODICK 沙迪克慢走丝编程软件出的程序 NC 要自己修改的 T 代码很少极少,在如下情况可以用到:
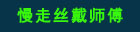
1、在 NC 程序结尾处可以加上:
如图
原来 NC 程序
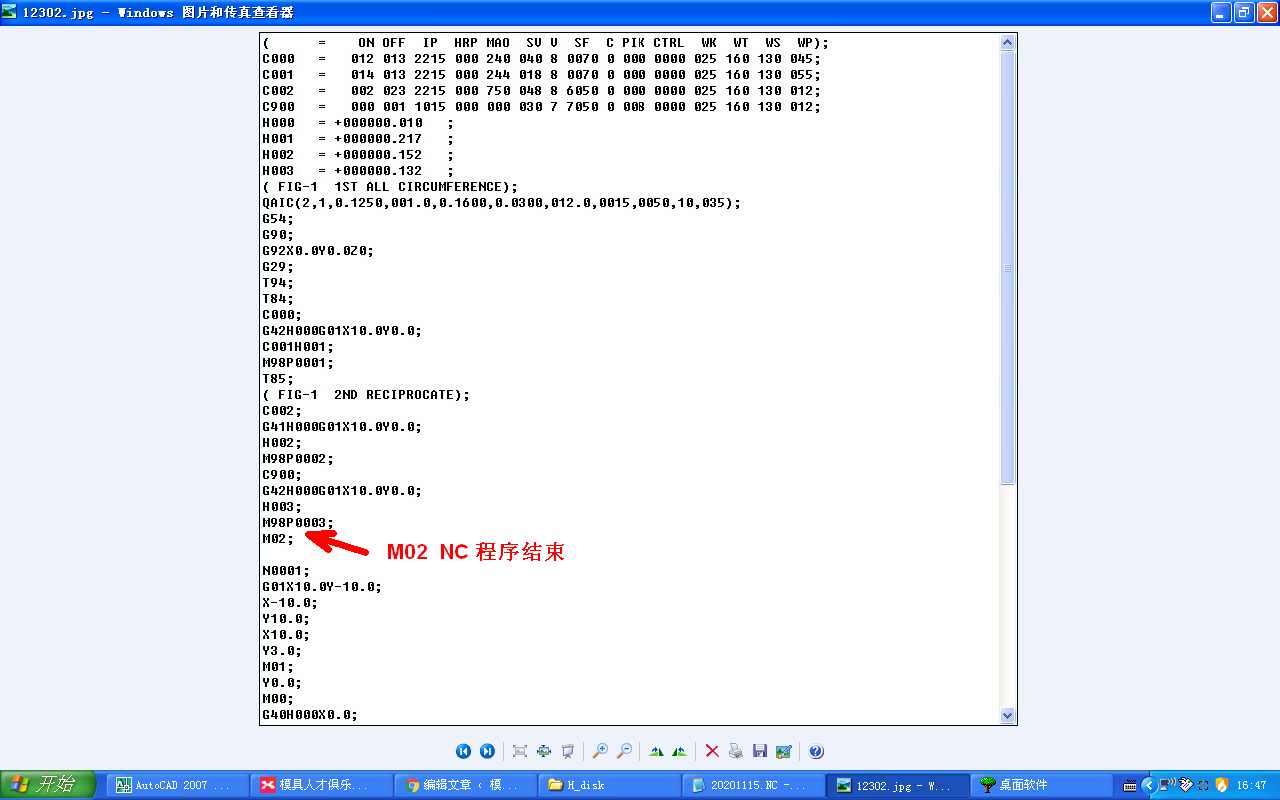
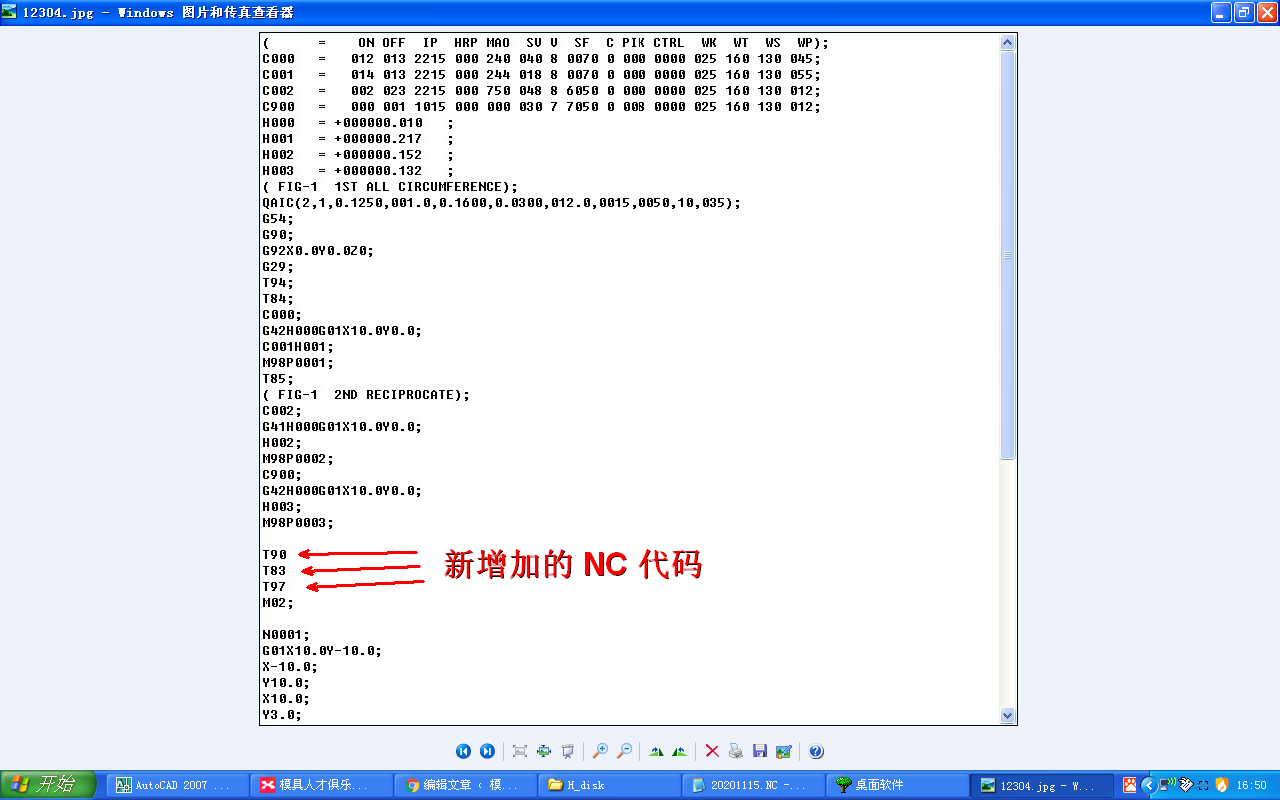
修改后的NC代码
T 90 自动前线
T 83 打开加工槽排液阀
T 97 关闭送液
如上图
目的很清楚,如字义的。就是为了加工完后自己不用去手动做这三个动作。
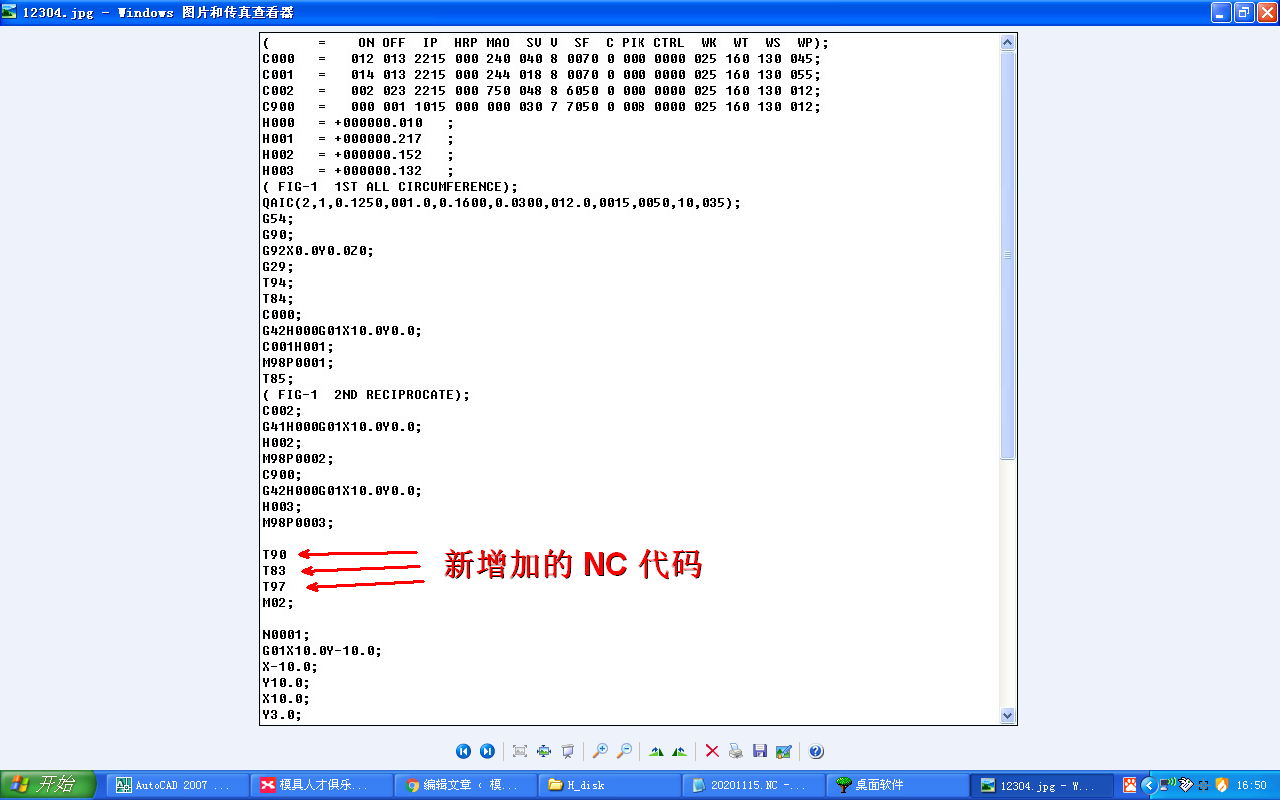
2、在程序加工中遇到穿丝孔偏离穿丝孔位置是用到的 T 代码
如何在程序加工中遇到穿丝孔偏离穿丝孔位置是用到的 T 代码?
如图:
方法步骤和代码在微信公众号:“模具人才俱乐部”的留言区中查看,看慢走丝戴师傅操作步骤,或者你们是怎样操作的都可以在留言区留言。
原 NC 程序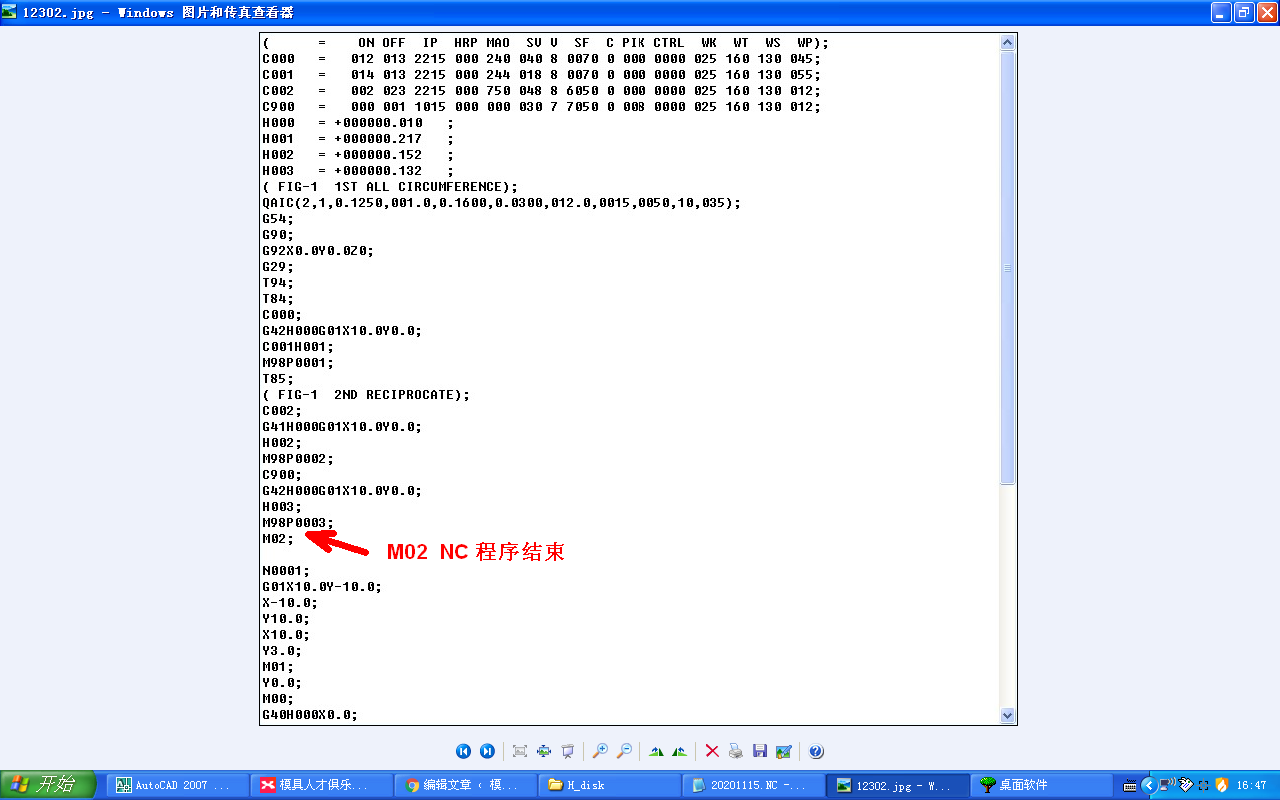
修改后的 NC 程序
sodick 沙迪克编程代码完整版,T代码
沙迪克T代码:
T80:电极丝送进
T81:停止电极丝送进
T82:关闭加工槽排液阀
T83:打开加工槽排液阀
T84:泵打开
T85:泵关闭
T86:打开喷流
T87:关闭喷流
T88:切换到油浴加工
T89:切换到水喷流加工
T90:AWTI 自动剪丝
T91:AWTII 自动穿丝
T94:切换到水浴加工
T96:打开送液
T97:关闭送液
我是慢走丝戴师傅,专注教慢走丝入门知识的慢走丝师傅。的微信号 : qq951550485
欢迎加我微信,我会不定时分享工作中有关慢走丝的信息






